

|
There is a lot of discussion on the web about ballscrews. There was almost too much information, people debating with no idea or experience on CNC type websites. Some of the information can be misleading, and some is irrelevant for home type CNC conversions. There are many grades of ball-screws, ranging from rough grades right through to very high precision super accurate positioners which can place something within microns with good repeatability. I am not an expert, but here is some of what I have learnt.
At the high end you will get precision “positioning series” ground and mapped screws, preloaded ball-nuts, and expect to pay tens of thousands of dollars per axis, You will require special equipment to keep things at consistent temperatures, consistent lubrication, consistent preload etc to get the accuracy. Very expensive, Very complicated => Not for the hobby CNC
At the other end of the ballscrew precision scale, the “rough” end, you can expect “Transportation series” rolled ballscrews with standard ballnuts, not the special preloaded ones. Expect to pay around $300 per axis. These have very good repeatability (my experience was within 5 to 8 microns, and backlash of approximately 0.03 mm or one thousandth of an inch, but there are tricks to reduce this further.
Broadly speaking, the different grades of ballscrew are categorized into numbers which describe how much error there is in the pitch of the screw. A measurement is made at the ballscrew factory to determine what is the largest variation between theoretical position for a given rotation angle and actual position within any 300 mm section of a ballscrew.
The grade that I settled on using are grade C7, with a maximum error in the pitch of the lead-screw of +/-52 microns within any 300mm section of the lead screw, or 0.0173% error; - note that these are the “rough” ballscrews, and are still incredibly accurate!
The highest accuracy grade is C0, and is specified at leadscrew pitch error of +/- 3.5 microns within any 300mm section of the lead screw or 0.0011% error; approx 15 times better, and almost 20 times the price too.
How “accurate” will my machine be? What type of ballscrew should I buy for a CNC conversion? To dumb it down, what we are interested in is how good is my CNC converted mill going to be when I am finished. You must ask yourself how accurate do you want it to be before you call it “finished,” and what do you want to spend to get it there?
You can’t just buy a ball-screw with 52 microns per 300mm lead error, and expect your produced parts to have the same accuracy– it is more complicated than that.
There are three categories of errors that contribute to making out of tolerance parts on a milling machine or lathe.
1: Inaccuracy caused by the way that the operator of the machine runs a job, 2: Inaccuracy caused by the ball-screw and ball-nut combination in the machine, 3: Inaccuracy caused the machine its self.
If you spend thousands of dollars and put the worlds most accurate ball-screw on a cheap nasty CNC machine that is poorly put together, you will cut parts that are a long way out of tolerance, no matter how good the ball-screws are.
If you buy reasonably good ball-screws and fit them onto a very carefully assembled CNC machine, with a good operator you can cut very tight tolerance parts.
The practical things that contribute errors in manual machining do not magically disappear when converting a mill or lathe to CNC.
Match components carefully. A practical example; So, you tell your CNC to cut a circle in a steel block, with a diameter of 32mm for a standard bearing, will the bearing actually fit? If errors are different in the X and Y axes, you will be cutting an oval shape, say 32.02 mm in the x direction, and maybe 29.98 mm in the Y direction. You want to match your axes as closely as possible. Try and get your errors even in both axes. This means using the same type of components for the X and Y axes. If both axes are made with the same ballscrews and ballnuts, you will have more consistent errors, which you can measure and compensate for. With matched components, your machine may cut 31.98mm round when commanded to cut 32mm. When setting up the machine for a job, a good operator will make the first cut, and then using a vernier or bore gauge, actually measure the bearing hole and make changes to the CNC program to compensate for the difference between desired size and actual size.
It may sound like common sense to say “match your components,” but for the avid ebayer who gets a 16mm C5 ballscrew this week, and another different grade made by a different manufacturer next month when it comes up for auction, be very careful.
Machining strategy is important for accuracy. When cutting a slot into a piece of steel, the cutter will deflect slightly in the tool holder because there is a lot of force pushing on it, there will also be a small amount of slop in the mill table’s slide ways, and the leadscrews deflect a microscopic amount under the load because the steel is slightly springy. There are other sources of error, I don’t want to get bogged down here, but these things all contribute to the positioning error of the cutting tool on a piece of steel. Errors can be minimized by a good CNC operator or programmer who is aware of these things and takes steps to make sure that the errors are minimized.
An example; cutting a 10mm slot into a piece of steel. If you want an accurate 10mm width, the operator will have to do things like making two passes when cutting, the first cut will be to rip the guts out of the slot at high speed, fast feed rates and rapidly remove material, but not with brilliant accuracy because all of the springy things in the machine stretch under the large cutting forces, maybe take 9.5mm off in the first pass. Then, take a second cut at a slower feed rate, and take 0.5 mm for the finish pass. Because the machine is not under as much mechanical load, the leadscrews will not deflect at all, the vice never bends, the tool does not deflect in the tool holder and the work piece doesn’t get as hot. The table never kicks sideways under the pressure from the cutting tool… and if all is well, the final 10mm slot will be within 0.01mm or better.
Eliminate operator errors as much as possible, then focus on machine inaccuracy. There are a lot of factors that effect the accuracy of a ballscrew / ball-nut system in the real world.
The ballscrew, ball-nut and mounting combination: The pitch error is definitely a contributor to the overall accuracy of position, however if the bearings that support the ballscrew shaft and all of it’s load are wobbly, forget your 52 microns per 300mm! The table will flop around under load.
The pitch of the screw will still be accurate, but the screw it’s self will move around under load, more force on the shaft means more inaccuracy and flopping around.
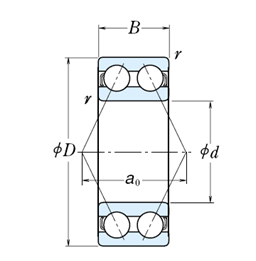
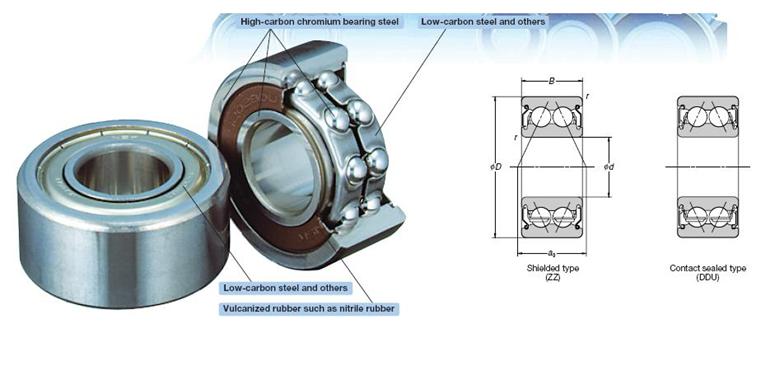
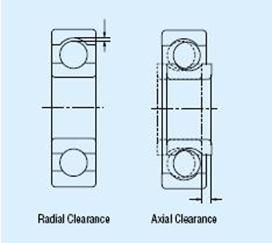
Double row angular contact bearings VS. radial bearings: Use double row angular contact bearings for shaft support! They cost lots, but this is what they are designed for. In a standard radial bearing, the balls circulate between the inner and outer race in a kind of groove. There has to be some small amount of clearance between the surface of the balls and the groove, but they support a radial load really well. Radial bearings are not designed to take big axial loads. The small radial clearance will give a small amount of radial movement, but there will be a much larger axial movement when axial forces are applied. In a ballscrew application this is a real problem. The balls contact the groove at an angle of 90 degrees to the shaft.
Angular contact bearings have a shoulder that the balls run against. This shoulder contacts the circulating balls at an angle with respect to the shaft which passes through the bearing. This means when an axial force is applied to the shaft, the angle of contact wants to make the ball bearing kick sideways (radially,) but it is already pressed firmly into the outer race, and can’t move. Two of these angular contact bearings are placed back to back facing in opposite directions making a “double row” angular contact bearing.
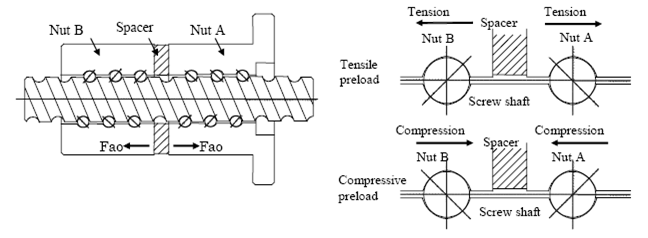
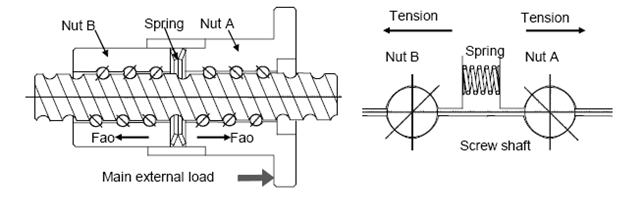
Get some nuts! - Ball-nuts that is. The most accurate way to make a positioner is with double ball nuts, and some method of preloading them. The preload amount must be greater than the machine force you wish to apply, but never more than the load rating of the ballscrew system. If you want ridiculously good position accuracy, purchase preloaded double nuts. I have just used single ballnuts due to my budget limitations (this means no preload) and I have still been happy with the results.
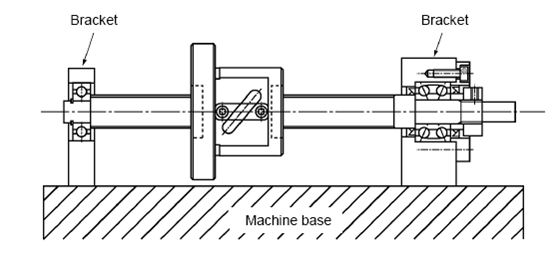
Another really important part in your design is the end support bearings for the actual screws. Because the screws will expand and contract with temperature (approx 11-12 parts per million, per degree Celsius). This is a problem because the cast iron bed of the mill or lathe will have a different thermal expansion coefficient to the steel in the ballscrew shaft.
Set up the first end of the ballscrew (called the driven end) with a really solid angular contact bearing in a good mounting block. Drive this end with a good quality shaft coupling.
Set up the other end of the ballscrew shaft with a standard radial bearing, and allow the bearing fit to be tight enough to allow good radial support, but loose enough to allow the shaft to expand and contract with temperature.
How “accurate” will a machine be? The quality of the ball nuts, preloading, lubrication of ballnuts, the load working against the screw, friction, will all contribute to positioning errors. In the milling machine; slop in the table ways, head, quill, deflection of the cutting tool under load and the closeness of the servo lock when positioning, and radial run-out of the collet chuck holding the cutting tool are all factors which almost blow the accuracy class of ballscrew into insignificance unless you have spent very big dollars on a really solid and well made milling machine.
In my humble opinion, buy anything more than C7 or C5 ballscrews would be overkill unless you have special applications and a very special milling machine or lathe—but that is open to debate.
If you want incredible precision, reliable at the micron level, buy a commercially produced CNC machine. My goal was to build a machine that could cut parts to approximately 0.01mm. |
Ballscrew research. |

|
Grae-Tech |


|
Radial force |
|
Axial force |
|
Radial bearings. |
|
Angular contact bearings. |